欢迎来到芜湖锦弦钢结构有限公司网站!

 13625531509
13625531509



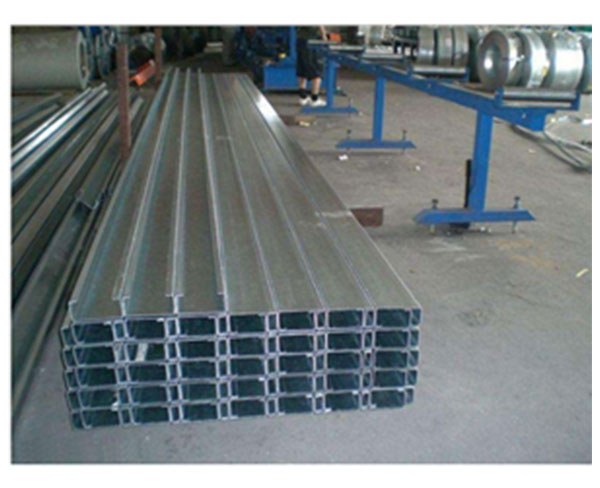



安装C型钢机的两种方法
c型钢这种钢材是现在钢材市场中非常受欢迎的,同时它也是很多领域中的一种钢材。c型钢是应用专门的C型钢机生产加工而成的,C型钢机能够帮助工作人员快速的生产出合格的C型钢,从而提高企业的生产效率!C型钢机在开始使用之前是需要对其各方面进行检查的,尤其是安装方面,只有安装工作做到位,才能确保C型钢机在运行过程中不会发生故障等问题。那么C型钢机的安装方法有哪些呢?
1、C型钢机械设备安装整体吊装方法:整体吊装法,是指将网架放在地上后用提升设备将网架提升到位的施工方法。整个框架的焊接和拼接均在地面上进行,便于施工质量的保证。因为整个电网是由起重设备放置的,所以起重设备的能力和起升运动的控制尤为重要。整体吊装方法适用于各种场地、吊装设备的网架。施工重点是控制网架同步吊装和控制网架在空气中的位移;
2、高空滑移法在C型钢机械设备安装中的应用:高空滑移法是指将滑移机单元的安装方法滑动到设计位置,并在预置滑移轨道上拼接成一个整体。高空滑移法中的网架是高空作业,对建筑物的内部结构没有影响。网架等下部结构的安装可并行、三维操作,加快施工进度,缩短工期。不需要大型设备和牵引设备。特别适用于交叉工程和三个维度的交叉施工。滑块同步滑移的控制是施工的关键。

钢结构加工出现变形的原因:
1、复杂钢结构加工中出现的变形,主要有热变形、冷变形或相互关联的构件不能组装成一体。
2、热变形常是因焊接工艺不当造成的;冷变形是体积大、刚性差产生的;相互关联构件无法组装成一体,与放样划线不准、组装顺序错误或变形有关。
钢结构加工减少焊接热变形的操作方法
1、夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊接,这种方法称夹具固定法。
焊接时焊件内部产生的膨胀力和收缩力,被夹具的作用力所限制,可明显地减少变形。但此种方法焊件内部存在大的内应力,对要求焊件内应力小的构件,不宜采用此法。
2、反变形法:构件在焊接前,应根据被焊金属构件情况判断。在焊后冷却时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊接后由于本身收缩变形,恰好恢复到预定的形状位置。即可达到防止焊接变形与减少焊接应力的目的。
3、采用定位控制法:构件在焊接前,用许多焊点将焊接部位或四周定位,还可在焊缝两侧压以重物,这种方法称定位控制法。
4、焊接顺序法:正确安排焊接顺序,是防止焊接变形的方法。焊接变形的规律是一道焊缝引起的变形大,每道焊缝引起的变形量,一般不能相互抵消,Z后的变形方向,总和先焊的焊缝引起的变形方向相一致。


扫一扫手机网站






 在线客服
在线客服 13625531509
13625531509 285799770@qq.com
285799770@qq.com