欢迎来到芜湖锦弦钢结构有限公司网站!

 13625531509
13625531509



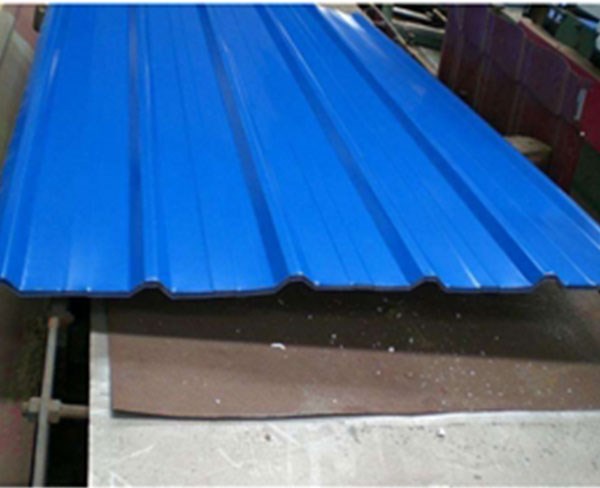
彩钢瓦工艺流程如下: 经过表面预处理(脱脂、清洗、化学转化处理),以连续的方法涂上涂料(辊涂法),除有锌保护外,锌层上的有机涂层起了覆盖隔离作用,可防止钢板生锈,使用寿命比镀锌钢板愈长,据介绍涂层钢板的使用寿命比镀锌钢板长50%。但是,在不同的地区和不同的使用部位,采用相同镀锌量、同种涂料、相同涂层厚度的彩色涂层板,其使用寿命会有很大的不同。例如,在工业区或沿海地区,由于受到空气中气体或盐分的作用,腐蚀速度加快,使用寿命受到影响。 在雨季,涂层长期受雨水浸湿、经过烘烤和冷却而制成的产品镀锌带钢(电镀锌和热镀锌)为基板,经过表面预处理(脱脂和化学处理),用辊涂的方法,涂上一层或多层液态涂料,经过烘烤和冷却所得的板材即为涂层钢板。由于涂层可以有各种不同的颜色。常见的二涂二烘型连续彩色涂层机组工艺流程主要生产工序为:开卷→预处理→涂敷→烘烤→后处理→卷取。


彩钢瓦运输过程和影响使用寿命的因素 彩钢瓦的使用比较常见,那么你知道它在运输过程中如何装卸吗?由于体积问题,其运输已成为一个问题,所以对于彩钢瓦的运输和装饰,让我们看看如何进行: 1、装卸时,使用的吊具应考虑吊具施加在边缘的压力,以确定钢卷不会凹陷或损坏,不会超过吊具的载重;在产品与吊具的接触区域,重量的分布确定了支撑的性,损坏很小。 2、储存产品的仓库温度应保持恒定,防止冷凝。卧式彩钢瓦应尽量不堆放。当须堆放时,在相互接触处不可以有捆绑锁和毛毡缓冲材料。 3、彩钢瓦的搬运方式应根据运输成本、方式等确定,一般采用卡车、火车、船舶搬运。然而,无论采用何种运输方式,我们都须小心,以装载不超过车辆的重量限制和标高,并采取充足的防预措施。运输车辆应无坑、螺钉,否则钢板将损坏。 4、叉车或吊钩上应有橡胶垫,接触时可缓冲,防止彩钢瓦损坏。
彩钢瓦施工时的焊接技术 1、参加本工程焊接的焊工需要是经过培训,经考试合格,取得焊工证的焊工承担。 2、对接焊接的边缘要加引弧板,引弧板宽度为钢板厚度的3~5倍且不小于50mm,板口形式同焊缝坡口相同。 3、焊接需要按焊接工艺要求进行焊接,设专人巡检。 4、钢柱焊接由2名焊工同时在柱的相对两侧焊接,选用的电流,电压,焊速要一致。 5、H型钢框架柱、梁接头端板均为2等级焊缝,其它为3等级焊缝。 6、同一根钢架要先焊一端,待冷却到常温后,再焊另一端,禁止同一根梁两端同时施焊。 7、各单元的钢楼板梁的焊接,要从本单元的中心部位向两端焊接。 8、焊条在使用前需要按照质量证明书的规定进行烘焙。并应放在保温箱(桶〉内,随用随取。 9、当手工焊接环境风速大于5m/s时,弧焊环境风速大于3m/s时,施焊位置设挡风设施方可施焊。 10、在低温下进行焊接要参照《钢筋焊接及验收规程》(JGJIS-96)进行,并做好取暖防寒措施,以防止焊缝冷却过快而产生裂纹和脆性断裂等现象。


扫一扫手机网站






 在线客服
在线客服 13625531509
13625531509 285799770@qq.com
285799770@qq.com