欢迎来到芜湖锦弦钢结构有限公司网站!

 13625531509
13625531509



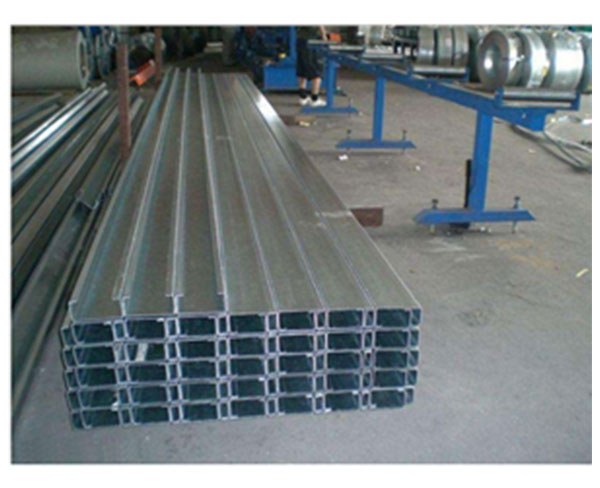
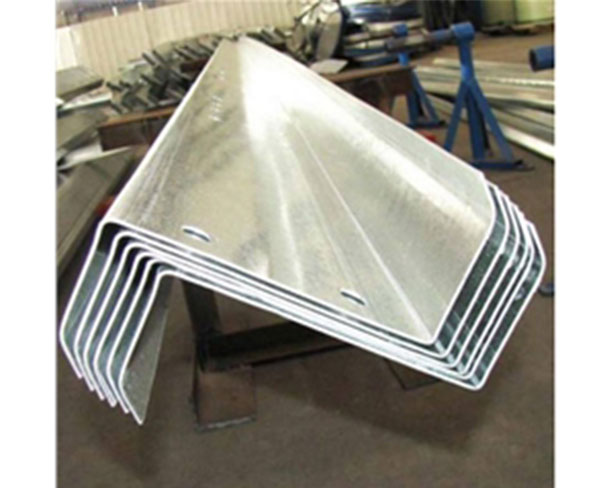
C型钢,因其截面形状像英文字母C,并且属于型钢系列,故简称为C型钢,其全称学名为内卷边槽钢(因为槽钢出现的早,且这种结构主体依旧符合槽钢结构,故这种长得像槽钢的都叫×××槽钢,如几字钢就是叫做外卷边槽钢)。
没有查到该种型材的具体出现时间,但由于C型钢的加工工艺属于连续辊式冷弯成型技术(区别于浇铸、连铸、焊接、折弯、挤压、拉伸……等工艺),故它的产生一定是在此技术之后。



CZ型钢加工机由装料架、系统、成型系统、校正系统、电脑控制系统、液压系统、冲孔、剪切系统组成。
基本流程(按机器设计部件位置):
前切式(因成型不佳,且尺寸误差较大,市面已经很少见): 放料→矫平→切断→冲拉筋圆孔→冲椭圆连接孔→成型→定型→矫直→测长
后切式(常用): 放料→矫平→成型→定型→矫直→测长→冲拉筋圆孔→冲椭圆连接孔→成型切断
按切割方式还可分为:飞锯切断、刀模剪切、无极剪切

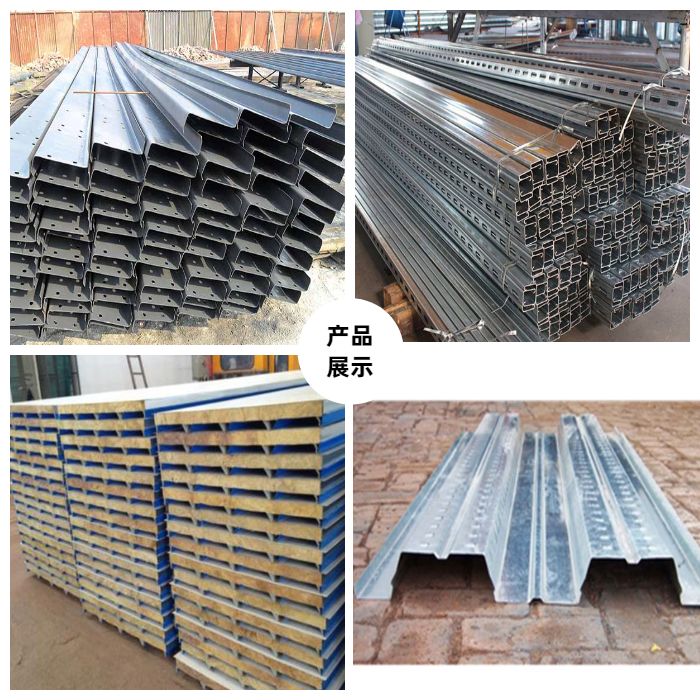
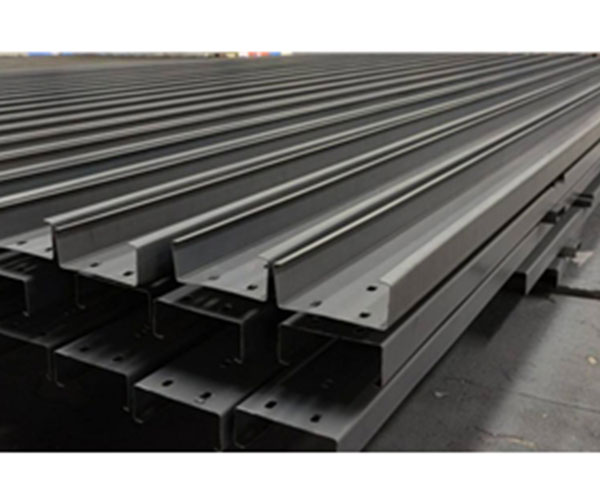
C型钢预埋件广泛用于建筑幕墙,工业厂房建筑,桥梁和隧道管道支架,紧固件等嵌入式部件的锚固。产品的应用范围:冶金,建筑,电力,铁路,核反应堆和其他套环。 ..
C型钢预埋件的基本技术要求:
1。 C型钢和I型钢均热轧;
2。材质为Q235B; Q345B
3。 C型钢预埋件可以定制
4。表面经过热浸镀锌处理,锌层厚度不小于75um;
热锻T型螺栓的基本技术要求:经过锻造和回火;
2。 T型螺栓和C型槽嵌入式部件的抗拉强度不小于80KN;
3。该线程符合GB196和GB197标准;
4。表面经过镀锌和钝化处理,镀锌厚度不小于75um;

扫一扫手机网站






 在线客服
在线客服 13625531509
13625531509 285799770@qq.com
285799770@qq.com