欢迎来到芜湖锦弦钢结构有限公司网站!

 13625531509
13625531509


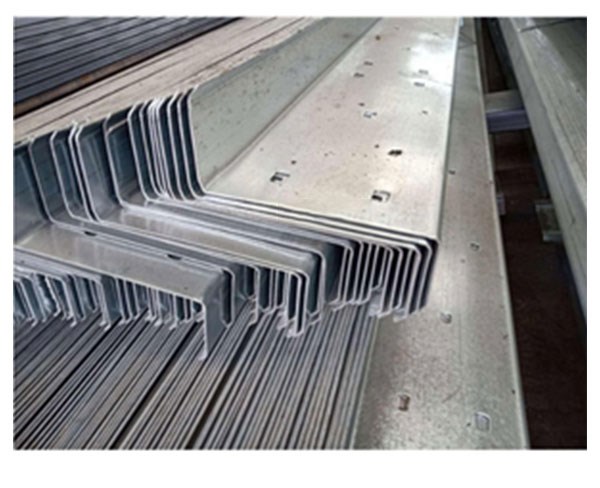
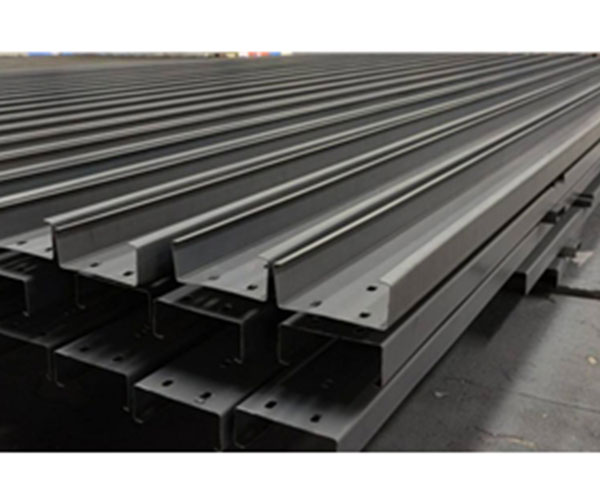
Z型钢的基本工艺:
1.前切式(由于成型差、尺寸误差大,市场上很少见):出料→整平→切割→打拉杆圆孔→打椭圆形连接孔→成型→矫直→测量长度。
2.背切式(常用):出料→整平→成型→矫直→测长→打拉杆圆孔→打椭圆形连接孔→成型切割。
3.根据切割方法,也可分为飞锯切割、模切和无级切割。飞锯切割 ,常见的机器类型是(刀具):特点:全手动送料,换模,自动打孔,长度测量,计数和切割
现状
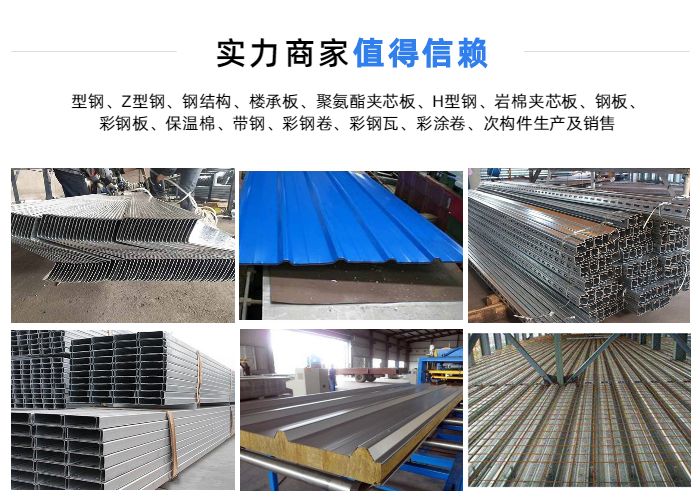
1.粗钢产量和型钢产量都是世界上巨大的数量。
2.低端:主要产品集中在低强度、低质量的钢带上,市场严重缺乏有竞争力的产品;
3.同质性:基于中国庞大的人口基数和中国人的投资理念,没有产业特色的群体,生产能力严重闲置。
4.分散化:由于地区限制和物流成本的影响,市场集中度极低。

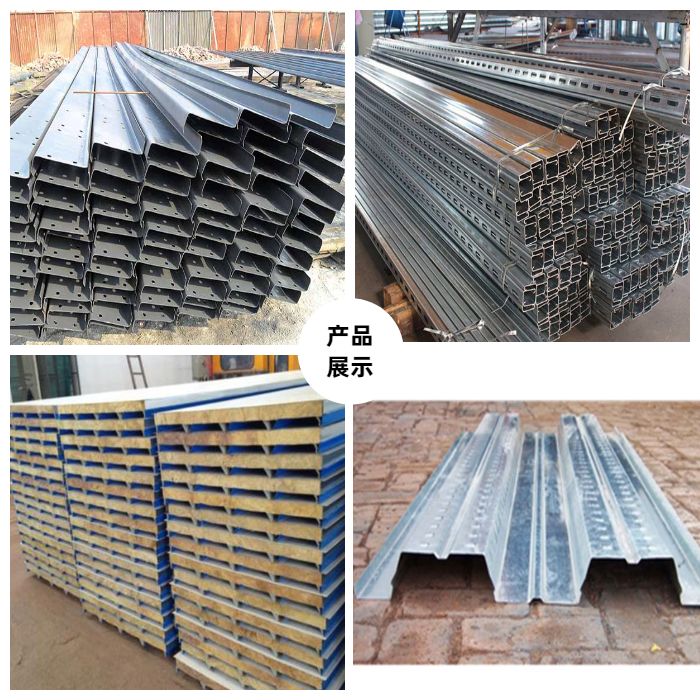


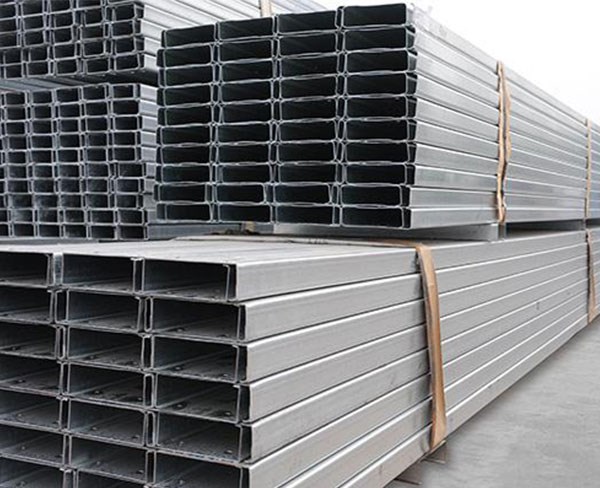
C型钢加工流程:
放料①——矫平②——成型③——定型④——矫直⑤——测长⑥——冲拉筋圆孔⑦——冲椭圆连接孔⑧——成型切断⑨
规格类型:
C型钢檩条按高度不同分为80、100、120、140、160五种规格,长度可以根据工程设计而确定,但考虑到运输和安装等条件,全长一般不超过12米。
Z型钢是一种常见的冷弯薄壁型钢,厚度一般为1.6-3.0mm之间,截面高多为120-350mm之间。加工材料为热轧(喷漆),镀锌。加工标准按GB50018-2002 执行。Z型钢通常应用在大型钢结构厂房中。加工长度及孔为按加工要求生产。

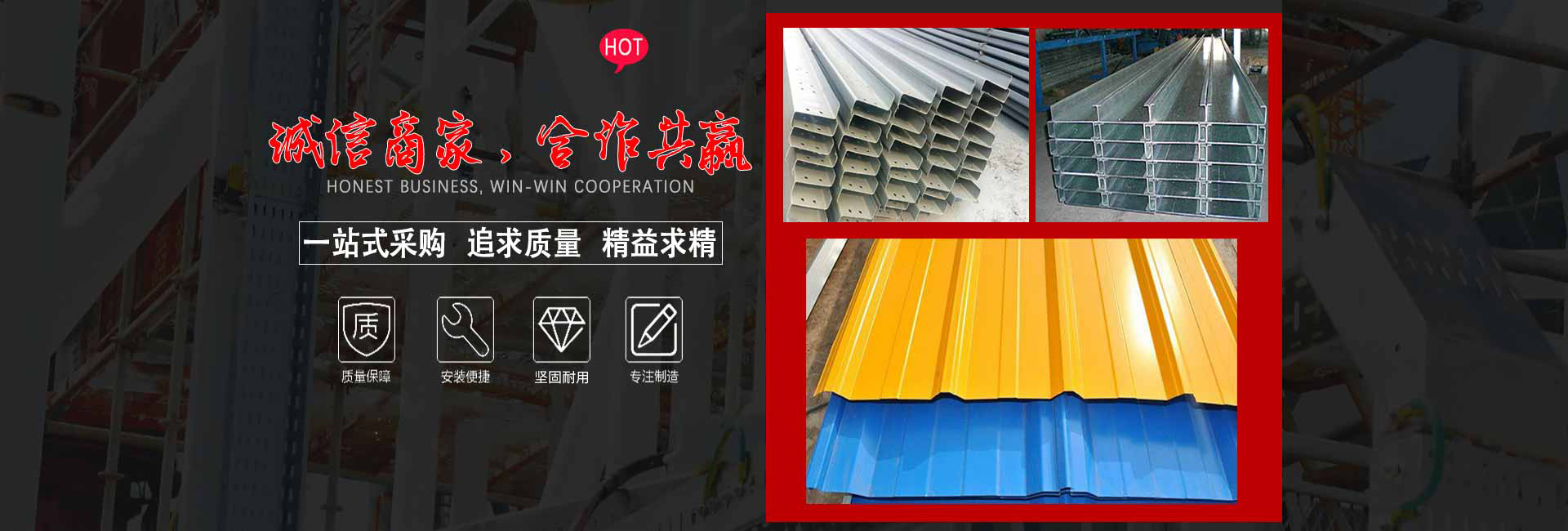
建筑钢结构房屋,厂房,大型钢结构工程建筑中,保持稳定性是经常遇到的问题,也是钢结构设计的关键所在。一旦出现了钢结构的失稳事故,不但对经济造成严重的损失,而且会造成人员伤亡。我们在钢结构设计,施工中,务必要把握好这一关。无缺陷的稳定问题的解答也还有一定的作用, 目前对钢结构稳定问题的研究都经常把几何缺陷这一因素分析在内。然而。因为它给出的承载能力的上限。


扫一扫手机网站






 在线客服
在线客服 13625531509
13625531509 285799770@qq.com
285799770@qq.com